
Sharpening edge tools
Sharpening can be one of the most contentious subjects in the woodworking world. There are many methods for sharpening edge tools, that’s planes and chisels, mostly. The right one is the one that works for you, and you feel comfortable with.
What is “sharp”?
So, the term “sharp” means what exactly? In its most basic form, “sharp” is when two faces meet and the resultant edge is so thin that it can part the item it’s designed to cut, cleanly and with a minimum of effort. So in the terms of a plane blade or chisel, that’s when the bevel meets the back.
Why does the angle matter?
Here I’m referring to the angle that the blade faces meet at the edge. Not the angle your blade is meeting whatever you are cutting.
Conventional wisdom would have you think that lower angles should be better than higher ones. In the terms of “sharpness” you would be correct to think that way. The optimum angle the faces meet at depends on what material you are cutting, and what your blade is made of.
If you are cutting something soft, with something extremely hard then an extremely low angle is going to be the best option. Think of a cucumber and a razor blade as an example. Cucumber is soft, razor blade is very hard and the edge angle is typically around 7°
If you are cutting something hard with something slightly harder, then you’re going to need a high angle. Here you could think of a sheet metal guillotine. Sheet metal is hard and the blades are also hard, but the relative difference in hardness isn’t that great. A sheet metal guillotine blade is usually ground to around 87°.
Wood hardness
But we’re talking about woodworking… Sure, but those are the basic principles. Wood has a range of hardnesses measured on the Janka scale. Ranging from really soft softwoods, like silver fir (abies alba) at 320 lbf, to really hard hardwoods, such as lignum vitae (guaiacum sanctum and guaiacum officinale) at 4,390 lbf. (I know balsa, at 22 lbf, is the softest wood and quebracho at 4,570 lbf is the hardest).
As you can see, there is quite a range of hardness to deal with in woodworking. So it’s going to depend on what woods you are working with and the tools you are using, to determine the ideal edge angle you should be aiming for.
Generally, for the softest of the soft woods you can go down to around 12°. Anything lower and you risk edge failure. For serious hardwoods, you will be somewhere around the 40° mark. Anything higher, and you’ll need some mechanical advantage to cut with it.
For most general woodwork, softer woods (pine, fir, paulownia, poplar etc) you should aim for 20° to 25°. For the normal furniture harder woods (oak, cherry, walnut) you are looking at 30° to 35° or maybe a little higher.
So what’s “edge failure”?
In the previous section, I mentioned “edge failure”. That’s where even though it’s sharp, an edge can break or chip. These aren’t big chunks, they’re tiny, microscopic chips along the cutting edge.
If your edge angle is too low for the hardness of the wood you are cutting you will start to see edge failure issues. Meaning, you will need to sharpen much more often than necessary.
For softer woods, you don’t want an edge angle that’s too high. It will leave a rough, fuzzy surface. The soft fibres bend more when they’re hit by the blade and then spring back after they’ve been cut. A bit like mowing the lawn.
How do I get to “sharp”?
For most woodworking blades there is a single bevel, meaning that the back is flat and the front is sloped. Some things, knives, for example, have a double bevel where the back and front are both sloped. You will also hear about a primary bevel and a secondary, or micro, bevel. This is essentially a way of speeding up the sharpening process, especially for wide and thick blades where the bevel is wider.
So, to get to sharp you need to establish the angles you want and abrade back to them. The aim is to get to the finest grit you can on both surfaces that establish the edge.
On a single bevel blade you flatten the back and polish a small(ish) area up to the edge. On a chisel that may be the first inch. It needs to be flat and polished (that’s abrading up to your finest grit), and once that polish is established you should never need to do it again.
We can divide the front bevel into two parts, the primary and secondary bevel (or micro-bevel). The primary bevel is ground to a slightly lower angle than the secondary bevel. But need not be ground to the finest grit. The secondary bevel is what sets your final edge angle, and should be polished right down to your finest grit. The secondary bevel needs only a tiny sliver, 1/32” – 1/16” (0.75mm – 1.5mm). Therefore, it’s often called a micro-bevel, and it doesn’t take long to polish.
Polishing the micro-bevel
To polish your micro-bevel, you want to work your way through several grits. Each grit will leave scratches in the metal’s surface. The lower the grit number, the wider and deeper the scratches will be. As you polish the metal you gradually increase the fineness so that the scratches become smaller, shallower and closer together.
For a standard plane blade, where the final angle will be 25°, you grind your primary bevel to around 23°. Then polish a tiny secondary bevel at 25°. If you want a 30° final edge, grind the primary to somewhere between 25° and 27°. Then polish the secondary at 30°.

Essentially, the higher your final grit will be, the sharper your edge will become. But it needs to be the same on the back and the front. The back will take a lot longer to establish the final polish. But, to be truly sharp both the back and front need to be polished. For plane blades, this is a major task. This is where the David Charlesworth “Ruler Trick” can speed things up. Never do the “Ruler Trick” on a chisel.
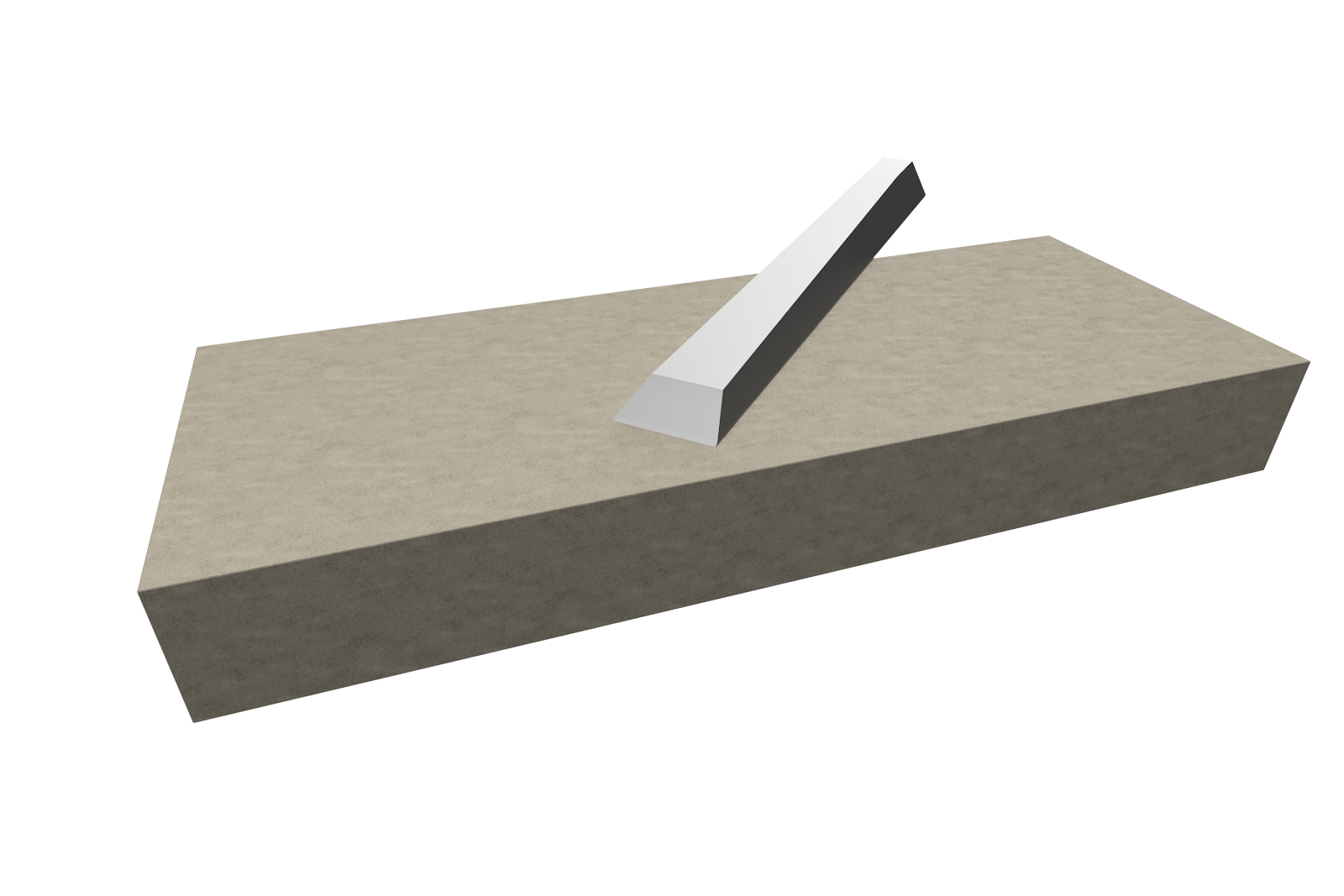
What is the “Ruler Trick”?
Here you can see the set-up. The angle of the “back bevel” would be around 0.5° if the rule is 2/100” / 0.5mm thick on a 3” / 75mm wide stone.
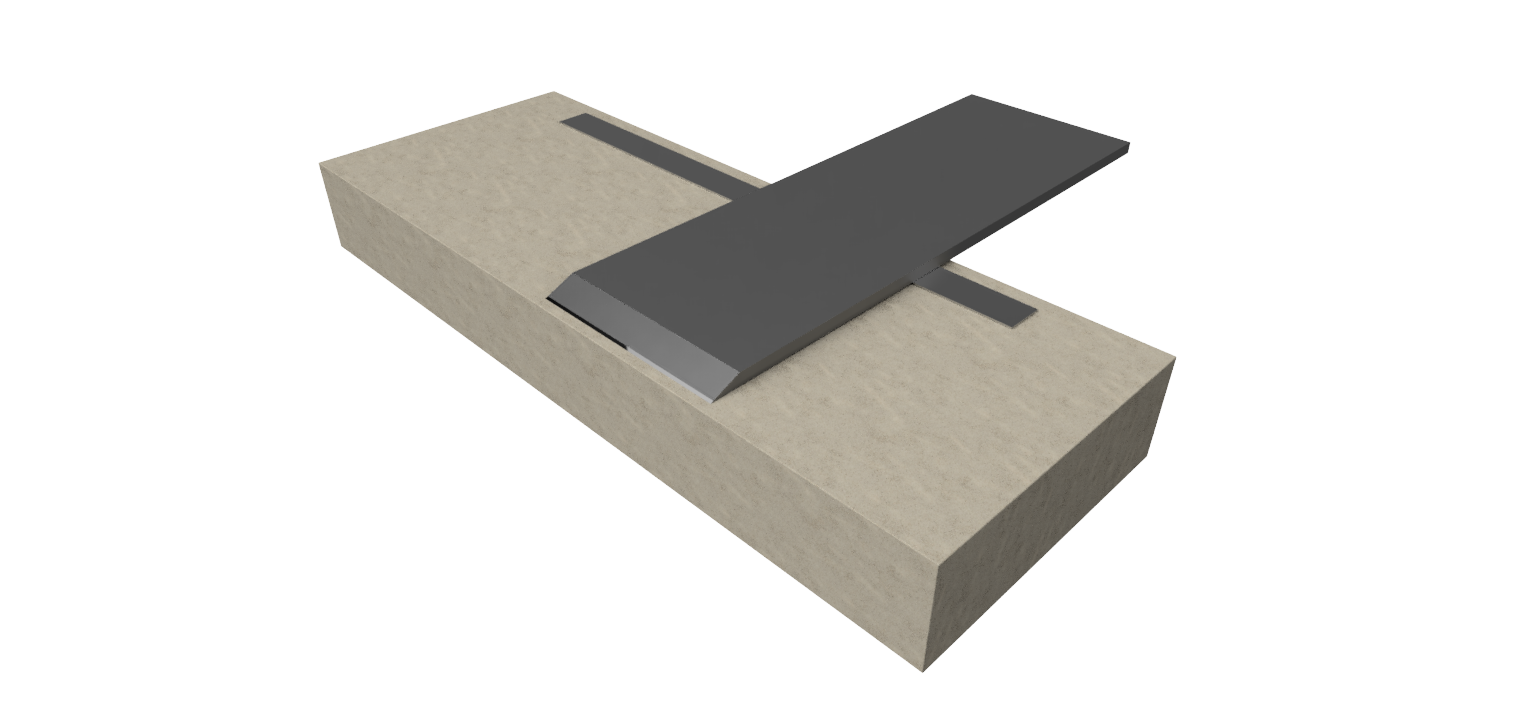
You should never perform the “Ruler Trick” on chisels. We use the back of the chisel as a reference face when paring. If the back had any kind of back bevel on it, there would be a tendency for it to climb through the cut. Since chisels are usually much narrower than plane blades, it doesn’t take as long to polish the back surface.
Sharpening methods or systems
There are so many gadgets, gizmos and ephemera on the market these days for sharpening your edge tools, it’s hard to decide what’s right for you.
Some methods are messy and require lots of maintenance of your sharpening “system”. Essentially, they can be broken down into the following categories. Listed from coarsest to finest (they’re all available in a range of coarseness).
- Bench grinder
- Belt sander
- Wet wheel (Tormek)
- Diamond plates
- Sandpaper
- Oil stones
- Water stones
- Strops
- Ceramic plates
- Lapping films (Scary Sharp)
I’ve tried all the methods I’ve listed in my search for what works for me. Some I discarded quickly, and I use a combination of three of them for my sharpening system.
Bench grinder
A bench grinder typically is about 40 grit and is extremely fast at taking material away. If you use a standard carborundum wheel, you’ll heat up your tool very rapidly. Which takes out the hardening from the cutting edge.

A friable wheel will help, but heat buildup is still a risk. Once you’ve destroyed a chisel and had to grind a new bevel an inch back from the original edge, you will stop using this method.
Belt sander
Much like a bench grinder, a belt sander is a low grit (100-400 grit primary, 1400 grit honing). Although it has a slower grinding speed, it’s still going to heat things up quite a bit.

If you’re sharpening wood-turning tools, lawnmower blades and scissors, then this is probably ok. I wouldn’t put an expensive chisel blade anywhere near this – no doubt the manufacturers will disagree with me, but that’s my opinion.
Wet wheel (Tormek)
Some people use these wet wheels on their own. But, as part of a more complex system, combined with some finer grades of final honing, they are a fantastic addition to your sharpening method. The water bath the slow speed grinding wheel runs through keeps everything cool and well lubricated. The wheel can be either a stone-based wheel or a diamond-impregnated wheel. Grits range from 220 grit for silicone, to 1200 grit for diamond. Up to 4000 grit for Japanese water-stone wheels.

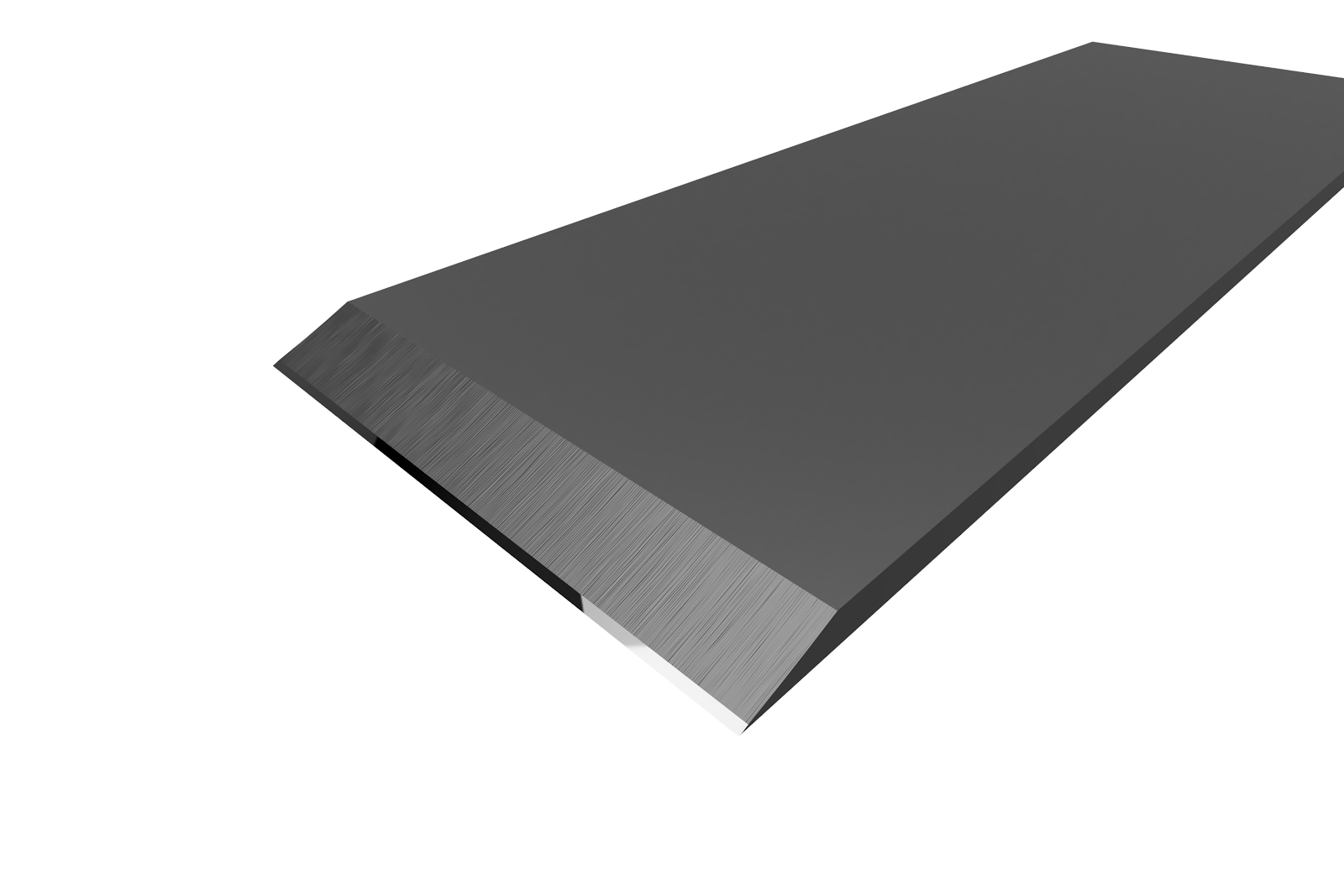
In my opinion, the best way to use a wet wheel grinder is to hollow grind a bevel. The wheel is usually an 8” / 200mm or 10” / 250mm diameter. Which, over a 25° bevel, would create a concave bevel of about 5 thou or 0.13mm depth. You then polish a secondary bevel which establishes the cutting edge.
In the image below, you can see the hollow ground bevel and a polished strip, the secondary or micro-bevel.
Diamond plates
Diamond plates vary in quality, what you need to be looking for is a diamond plate which is flat (really flat) and thick enough to stay flat. Also, they need to be big enough for your widest blades. The advantages with diamond plates are that they stay flat and wear very slowly. However, they do wear and lose effectiveness over time. You also find that the typical grit ranges are coarse when compared to other methods. They range from about 80 grit to 8,000 grit for the finest I’ve ever seen. Typically diamond plates come double-sided, with 300 or 400 grit on one side, and 1,000 or 1,200 grit on the other.

I use the 1,000 grit side of a 400/1,000 grit combination diamond plate for the first stage of polishing the back of any blade and the secondary bevel.
If at 1,000 grit I notice any flatness issues with the back of a blade (uneven scratch patterns) I’ll flip the diamond plate over and use the 400 grit side to flatten the back and then flip it back again to start the polishing process.
Sandpaper
Sandpaper, or rather, sandpaper on plate glass or granite, is considered by some to be one of the best methods of sharpening. I agree to some extent, but the process of sticking it down can introduce some imperfections in the surface. Self-adhesive sandpaper works well but often is not available in a high enough grit for polishing the secondary bevel.

I’ve heard many commentators state that the sandpaper method is expensive in the long run. I disagree, for the price of a good water-stone, diamond or ceramic plate you can buy a lot of sandpaper.
A large sheet of sandpaper glued to plate glass or granite is a fantastic way to flatten the sole of a plane.
Oil stones
Oil stones are the old-school way of sharpening. You’ll see loads of them at flea markets. Mine came out of my grandad’s garage and it’s mounted in a big, heavy wooden block with a lid. Frankly, it’s had it, and I only keep it for sentimental reasons. It’s so “un-flat” you could use it to sharpen a roughing gouge. Grits range from 120 up to 10,000 grit for a good Arkansas stone.

Oil stones are often thought to be too messy for woodwork. The oils can get onto the wood surface. That may cause issues with finishing. Additionally, they need flattening regularly, like water stones, only they’re not quite as soft.
Water stones
People seem to either love water stones or hate them. Use of water stones appears to be somewhat ritualistic in nature. I suppose if you think of their use as part of a calming routine that could be a good thing. Ideally, you’ll need running water available if you want to use water stones. They need to be kept wet, so most people keep them in what is known as a “pond”.

Water stones come in a wide range of grits ranging from around 200 grit and go up to 10,000 grit. They abrade quickly because their surface is friable. The problem with the soft, friable surface is that they quickly go out of flat. Resulting in them needing flattening regularly with either a very coarse diamond plate or a special flattening stone.
Strops
I’ve only ever owned one strop, and honestly it was a waste of money because it was far too soft. To be effective, a strop needs to be very hard leather. The best leather strops are made from horse hide.

Strops are used with a polishing compound to impart a very fine polish on the secondary bevel. But they run the risk of something called “dubbing” or rounding over. The softer the substrate that you’re using to hone or polish on, the more likely the cutting edge is to dub. You can use many substrates as a strop, including hard maple and MDF.
Ceramic plates
Often referred to as ceramic stones, Shapton stones or sometimes glass stones. They’re hard but still need flattening. Grits range from 220 to 30,000 grit. There is not much advantage over water stones as they still need to be used wet.

Lapping films (Scary Sharp)
These are self-adhesive polyester films with a bonded abrasive substrate which has a very accurate grit, usually measured in microns. They range from 100 microns down to 0.3 microns, that equates to 140 grit down to 34,500 grit. You can go all the way to 0.05 micron if you really want, but that’s about 500,000 grit.
You stick the sheets to clean plate glass, or granite as they’re extremely flat and remain so.

Because the substrate isn’t extremely hard, you shouldn’t push hard on these films. You don’t need to. However, if you push hard, then you run the risk of dubbing your cutting edge because the polyester backing and the adhesive layer will deflect slightly.
You can use lapping films with oil, water, hone-rite, mineral spirits, ethanol or almost any other liquid. I typically use bio-ethanol stove fuel as it clears the slurry and dries off the blades really quickly, leaving no residue.
My sharpening system
I vary my sharpening system slightly depending on what I’m sharpening. For plane blades, I do things slightly differently to how I sharpen my chisels. So I’ll explain what I do for each step-by-step.
Plane blade sharpening
Firstly, I have to say I’m not a fan of the ruler trick, and if you start doing that on plane blades then you must do it every time you sharpen.

Step 1 – Flatten the back (or check it for flatness)
The first part of the sharpening process for plane blades, when I get a new one, is to flatten the back of the blade. I take it to my 400 grit diamond plate, which is flat, and create a scratch pattern all over the back of the plane blade. No need for any honing guides here, the blade is just lying flat on the plate with some lubricant (bio-ethanol).
Checking for flatness
Once I have a scratch pattern all over the back, I then inspect it looking for changes in colour. When you do this on a blade that isn’t flat you’ll see brighter and darker patches. The dark patches are hollows. If there are any dark patches in the first ½” -1” / 12mm-25mm then I’ll keep with the 400 grit until they’re gone. This can take hours. I don’t go to a coarser grit unless the blade is awful, and then I would probably ditch it and get a better blade.
Once I’ve got rid of the dark patches in the first ½” / 12mm or so, I’ll then switch to the 1,000 grit side of the diamond plate, and do the same. This time I’m looking for the 400 grit scratch pattern to get finer and smoother, so that I have only a 1,000 grit scratch pattern in the first ½” / 12mm or so. Then I switch to lapping films on plate glass. Starting at 9 micron (1,800 grit) and working through 5 micron (4,000 grit) to 3 micron (8,000 grit) and by this point I’m really bored. If the blade is for super fine work like final smoothing I’ll go to 1 micron (14,000 grit).
When you’re done, you will be holding a mirror, not just like a mirror but actually a mirror (at least the first ½” / 12mm will be, anyway.
Step 2 – Establish the primary bevel
Now you need to establish the bevel you want on the blade. Decide on what you want your final angle to be and take off 2 degrees. So if you want a 30° bevel at the cutting edge, then you’re aiming for a 28° primary bevel. I use a wet wheel grinder (Scheppach TIGER2000S) to establish my primary bevel with a hollow grind. I do it as precisely as I can and go right to the cutting edge.
Step 3 – Hone the secondary bevel
For this step it depends on what the final function will be for the plane blade, and whether it’s bevel-up or bevel-down. If it’s a joinery plane, jointer, or for shooting then I want no camber on the blade. However, if it’s for smoothing, then I want a slight feathering of the corners, known as a cambered hone.
A cambered hone helps reduce the occurrence of plane tracks on your finished surface. They’re caused by the depth of the cut of your blade going from end to end of your cutting edge. The camber creates a slight curve on the cutting edge. That way the shavings are feathered to the edges and you don’t leave plane tracks.
Straight hone
For joinery planes, jointing and shooting, I want everything to be as straight and flat as possible. So I make sure that I don’t add any camber to the blade edge. I always use a Veritas MKII honing guide, with a flat wide wheel. I set the angle I want using the angle registration jig and make sure the micro-bevel indent is set in the up position.

Using light pressure, I draw the blade back across the 1000 grit diamond plate. Continuing until I can feel a burr on the back of the blade.
Then I work through the grits on the lapping film, starting at 9 microns (1,800 grit) and working through 5 microns (4,000 grit) to 3 microns (8,000 grit). If the blade is for super fine work, I’ll go to 1 micron (14,000 grit). You should only need to do about 10-20 strokes at each grit. Maybe a few more at the very finest grit.
Now I take the blade out of the honing guide and using the finest grit carefully place it flat on the stone sideways and just take a few diagonal strokes towards myself to take off the burr. Nothing more than removing the burr, and that should be about as sharp as you’ll ever get.
Cambered hone
For smoothing planes, I want the edges of the shavings feathered, so I get no plane tracks. So I make sure that I add a slight camber to the blade edge. Actually, the camber is only on the outermost ½” / 12mm of each side. I always use a Veritas MKII honing guide, with a cambered wide wheel. I set the angle I want using its setting guide and make sure the micro-bevel indent is set in the up position.
Using light pressure, I draw the blade back across the 1000 grit diamond plate. Continuing until I can feel a slight burr being raised on the back of the blade.
Then I work through the grits on the lapping film, starting at 9 microns (1,800 grit) and working through 5 microns (4,000 grit) to 3 microns (8,000 grit). If the blade is for super fine work, I’ll go to 1 micron (14,000 grit). You should only need to do about 10-20 strokes at each grit. At the finest grit, I’ll take 20-30 flat strokes. Then on each side, I’ll take 10-20 more strokes each, applying only gentle pressure to that corner of the blade. That’s just enough for me, you can take more if you like.
Now I take the blade out of the honing guide. Using the finest grit, carefully place it flat on the stone sideways. Then take a few diagonal strokes towards me to take off the burr. Nothing more than removing the burr and that should be about as sharp as you’ll ever get.
Chisel sharpening
I’ll repeat this in case you missed it earlier: Never use the “Ruler Trick” on a chisel. You need the back to be FLAT for a chisel to do its job properly.

I don’t own any Japanese chisels, so please don’t use these instructions for sharpening them. Japanese chisels have an intentionally hollowed back, don’t abrade it away.
Step 1 – Flatten the back
The back of a chisel needs to be flat for more than just sharpening, the back is used as a reference face when paring and for it to pare straight the back must not have any bevel.
Unlike plane blades, chisel blades are not flat over their entire surface, they typically have a neck and bolster or a socket and then the handle. Most of these will protrude below the surface of the back. As a result, you can’t flatten the whole of the back.
How much flattening is needed?
For a chisel, you need to make sure the back is flat for as far as the thickness of your typical work-pieces. So, if you mostly work with ¾” / 18mm stock, then you only really need to flatten the first ¾” / 18mm. A bit more works better and gives greater flexibility, and so I flatten the first 1½” / 38mm.
For this process I use a diamond plate and lapping film on plate glass. If you are using water or oil stones, flatten them before and after this process.
For chisels, I start at 1000 grit on my diamond plate. Looking for any patchiness on the back after abrading it for a few seconds. If there is any, I’ll assess and decide whether I need to step back to 400 grit. If I can, I will get rid of the patchiness at 1000 grit. Either way, I bring the back of the chisel to a flat state at 1000 grit and from there start the polishing process.
Polishing
Starting at 9 microns (1,800 grit), I continue lapping until the 1000 grit scratch pattern disappears and then step up to the next grit. Repeating the process through 5 microns (4,000 grit) to 3 microns (8,000 grit) and 1 micron (14,000 grit). The final polish will be at 0.3 microns or 34,500 grit, and I’ll spend a while polishing the 14,000 grit scratches out. At this point, the back will be a mirror polish.
You shouldn’t need to use anything other than your final grit for the back of the chisel after this initial preparation. Then, only to remove the burr from regular sharpening.
Relieving the edges
At this level of polish, the sides of the chisel blade are razor sharp. That’s not good for your fingers when you’re holding a chisel. So, now I relieve the sides with the 1000 grit diamond plate. Holding the chisel at about 45° and with about ⅛” of the end over the other side of the plate, I give the sides a few passes. That process puts a tiny chamfer on them.
Step 2 – Establish the primary bevel
I don’t like a hollow grind on chisel bevels. It’s just my preference and there is no reason you can’t. I don’t like the look, and the surface is so small I don’t think there’s any advantage to it.
Chisels generally come with one of two standard primary bevels, 25° or 30°. I have two sets of chisels, one I use for hardwoods and one I use for softwoods. The primary bevels are set at 30° for hardwoods and 25° for softwoods.
If the bevel isn’t as I wanted out of the factory, I change it. Using a Veritas MK II honing guide with the narrow blade attachment fitted and the wide flat roller.

I then set the angle to be the one I want with the angle registration jig.
Depending on how big a change I want to make to the bevel, I’ll start at an appropriate grit. If it’s a large change I’ll start at 100 grit, with sandpaper glued to plate glass. Grind away until the bevel is as desired. Then I’ll step up to 400 grit and finally 1000 grit. No need to go any further than that on a primary bevel.
Step 3 – Hone the secondary bevel
On my two sets of chisels the secondary bevel is 5° for the hardwoods set, and 2° for softwoods. So, my hardwoods chisels have a final cutting edge of 35°. My softwoods chisels have a final cutting edge of 27°.
I start the secondary bevel honing on 5 micron lapping film, 4,000 grit. Set my Vertias MK II honing guide with chisel attachment to the desired angle. I don’t use the micro-bevel indent as it only gives 1° or 2°.
Then, after wetting my lapping film I draw the chisel backwards for about 10 strokes, and inspect the secondary bevel. It should be parallel with the edge and just about visible. I’ll then do another 10-15 strokes on the next grit, 3 micron or 8,000 grit and re-inspect the secondary bevel. If there are any visible deep scratches, take a few more strokes and inspect again. Next, another 10 strokes at 1 micron or 14,000 grit. Inspect again, and then if all is ok, the final polish at 0.3 micron or 34,500 grit.
Finishing up
At any point, if I’m not happy that the scratches from the previous grits are not all gone. Then, I’ll step back and take a few more strokes and repeat the following grits until the edge is perfect.
Once I’m happy, I’ll take the chisel out of the honing guide. Then remove the burr from the back using the finest grit. Pull backwards on the chisel with it skewed across the plate at 45° for a few strokes. Keep going until the burr is removed.
Now you’ve got your chisel sharp. To keep it that way is a simple task of touching it up on your finest grit regularly. It’s a good idea to write the secondary bevel angle on it somewhere with a sharpie. Especially if you have several of the same make of chisel with different bevels.
If you want to see the kit I use for sharpening then please take a look at my resources page.
Grant Crawley
By profession I'm a computer engineer, but by passion I'm a designer and maker of handcrafted objects. I use whatever materials make sense for the item or project I'm working on, whether that's wood, fabric, leather, metals or plastics.



